采矿选矿废渣
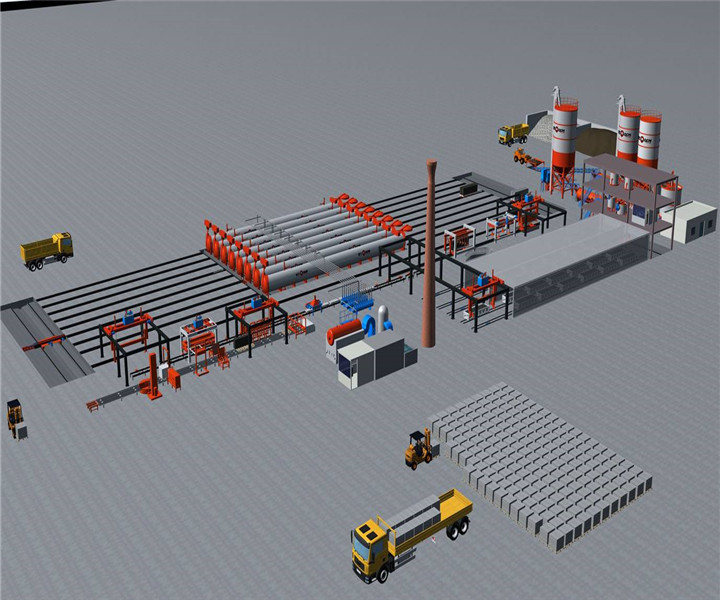
年产30万立方加气块设备生产线
加气混凝土是由硅质材料(粉煤灰或砂)和钙质材料(水泥、石灰)为主要原材料,掺加适量调节材料(石膏)及少量发气材料(铝浆),经原材料处理、配料搅拌、静停切割、蒸压养护而制成的一种新型墙体材料。它可以制作成各种规格的砌块。具有重量轻,抗压强度大,保温隔热性能好,提高房屋的舒适性和功能性,降低建筑成本,能有效抵抗水灾、火灾、飓风和地震,保护生命和财产,在制造、运输、使用过程中无污染,保护耕地,节能降耗等优点,是一种性能良好的新型墙体材料。

一:加气混凝土原材料的技术要求
1.粉煤灰:技术参数如下:二氧化硅及三氧化铝的含量大于70%,烧失量小于8%。
2.块状生石灰:有效氧化钙含量大于75%,消解时间8-15分钟,消解温度大于65度,过烧石灰含量小于8%,粉灰含量小于10%,氧化镁含量小于5%。
3.石膏:二水生石膏或磷石膏,三氧化硫含量大于35%。
4.铝浆:固体分含量大于65%,活性铝含量大于90%。
5.水泥:32.5R散装水泥。
6.砂:二氧化硅含量大于85%,粘土含量小于3%,无杂草、石子。
二:生产工艺描述
1.原材料处理
A.水泥采用散装水泥,通过散装水泥车,气力输送至配料楼水泥贮仓。
B.石灰、石膏分别通过颚式破碎机破碎后,由提升机进入不同的两个仓,由电子皮带称计量给料,进入磨机混磨,磨细的混灰由提升机输送到配料楼混灰贮仓备用。
C.砂(粉煤灰)汽车运输进厂,倒入漏斗,通过变频调速皮带机给料,进球磨机磨细后,流入30立方米搅拌罐备用。
2.配料浇注
以上物料备好后,电子称各自计量,由搅拌机搅拌,尔后加入计量好的铝粉,搅拌45秒后,浇注入模。
3.切割
浇注发泡后,坯体静停到一定的硬度(约2小时),即进行切割,通过翻转切割机,把坯体翻转90度,首先进行水平切割,再完成竖向切割。
4.蒸压养护
切割好的坯体,通过行车编组,达到一定的数量后,即可进入蒸压釜进行11小时的养护。
三:生产工艺特点
1.定点浇注
采用定点浇注可以节省厂房面积,便于集中控制,同时操作时安全卫生。移动式浇注占地大,厂房多,而且不利于集中控制,卫生不容易清洁,生产中存在安全隐患。本工艺还可采用定点浇注,移动式排模。不但可以节省厂房面积,便于集中控制,同时操作时安全卫生。而且解决了固定式浇注后浇先硬,不能切割的弊病。
2.机械切割
采用具有国内先进水平的翻转切割机,该机能对坯体进行六面切割,切割的外观尺寸准确美观,达超国家标准。
3.全自动集中控制
该工艺从配料到浇注均为电子称控制,自动化程度高,生产工艺先进。
4.厂房大开间设计
采用大开间厂房宽敞明亮,便于管理,投资省。
5.切割前采用预养
切割前采用静停室进行热室养护,不仅加快坯体的硬化,减少坯体的静停时间,提高生产效率,而且坯体发育均匀,气孔结构好,制品的强度高,抗冻性好;同时便于冬季生产,不会因环境温差导致坯体中间硬,周边软。
6.蒸养前采用预养
蒸养前采用预养,在蒸养时可以采用快速升压,缩短蒸养时间,提高生产效率,同时生产的制品不爆裂,产品的成品率高。
7.抽真空工艺与排气法工艺并用
在蒸养过程中,抽真空与排气法是两种不同的工艺,各有利弊,本工艺在设计中均有考虑,供客户不同选择。
四:主要工艺参数
1.制品按600千克/立方米计
2.年产量15000立方米
3.设计配合比
水泥:生石灰:砂:石膏
8% :19% :70% :3%
铝粉膏 450克/立方米 外加剂 400克/立方米
4.水料比 0.60
5.每模制品按4.0×1.2×0.6=2.88立方米计
6.搅拌周期 6-7分钟
7.浇注料浆温度 45-48℃
8.坯体静停 静停时间2.0-2.5小时,静停温度85-93℃
静停后坯体强度0.15-0.18Mpa
9.蒸压养护制度
进出釜0.5小时;排气(抽真空)0.5小时;升压1.5小时;恒 压7小时(1.4Mpa);降压1.5小时;合计11小时。
- 上一篇年产20万立方加气块设备生产线
- 下一篇:没有了!
